




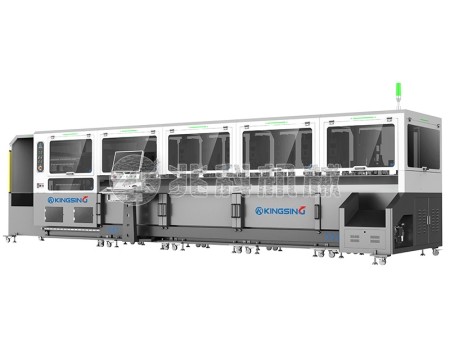
全自动低压线束加工中心
这是一台全自动线束加工中心,集裁线、剥皮、穿防水塞、双头打端子、双头插胶壳等功能于一体,支持一次性插入30种不同的胶壳,可以同时装载最多36种不同的电线,旋转式存线盘可以存储30组线材,可以全自动完成复杂的多线种、多胶壳类型的线束生产。工位数量可根据生产需求选配,比如压接模块有3个、6个、12个可选,穿防水塞工位最多可以选配6组。目前6个压接工位搭配2个穿防水塞工位的机型应用最为广泛,价格适中,性

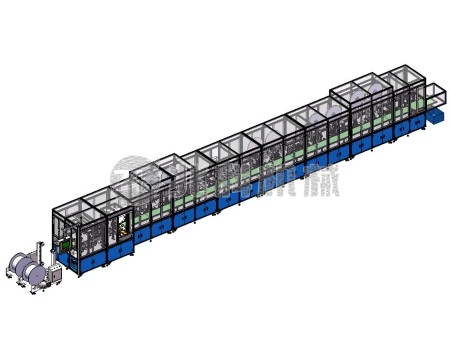
新能源高压线束加工中心
本机主要用于新能源高压线缆的自动化加工,可全自动完成送线、裁线、剥外皮、切铝箔、切编织网、翻编织网、穿内外环、金属环压接、内芯剥皮、端子压接、胶壳插入、胶壳上后盖、穿防水组件等动作,铝箔通过旋转式激切切割机进行环切,对内层无任何损伤,切编织和翻编织也采用特殊工艺确保对内层无伤害。本机广泛应用于新能源汽车行业,比如动力电池高压线束、空调高压线束、电机驱动系统高压线束、电机控制器高压线束等。整机采用P
Fakara车载数据线加工中心
这是一台全自动Fakara线束生产线,加工长线时可将线盘先绕成圆圈,然后再对线头和线尾进行后续加工。本机需根据客户产品订制,也适用于加工车载万兆以太网、高速数据线等产品。

散装端子全自动双头穿热缩管端子机
本机专为压接散装端子而设计,端子通过振动盘自动送料,平台上共含有4台端子压接机(线头和线尾各2台),每台压接机均配有一套振动盘送料系统,程序中可以自动选择用哪台压接机来打端子,线头和线尾均支持压接2种不同的端子,切换端子只需要程序中设置即可,节省调试时间。本机集裁线、剥皮、双头打端子、双头穿热缩管、激光打标等功能于一体,盘装热缩管可以定长切断,线头和线尾各配有1台激光打标机,可以在热缩管上自动打码


大平方全自动套热缩线号管打端穿壳机
同时在线多种线材(不同线径、不同线色),按生产工单自动切换生产;多种端子同时在线免换模自动切换生产,端子压接采用伺服压接机,所有压接参数自动切换,且实时监控压接质量;多塑壳共机生产,需更换塑壳定位工装;线号内容采用激光刻字,可选配热转印方式印字;配套数据转换软件与第三方自动布线软件生成的生产工单无缝连接,可通过内部网络远程派发工单,自动快速转换成生产指令;预留MES接口,可实时抓取设备运行生产数据

多芯护套线自动套号码管压端插壳机
护套线人工按线色放线,采用立式环形循环链,多套定线工装自动循环使用;塑壳采用振动盘自动上料,多孔端子一次性插入;根据芯线的数量配多套单管打码机,全部芯线同步套号码管,自动打印分切套号码管,不同线色自动对应套不同的号码管;端头压接采用伺服压接机,所有压接参数自动切换,且实时监控压接质量;配套数据转换软件与第三方自动布线软件生成的生产工单无缝连接,可通过内部网络远程派发工单,自动快速转换成生产指令。预

全自动套号码管压端插装辅助开关
多规格辅助开关共机生产,不同把座通用定位工装,人工上下把座;配单线送线机和单轴放线机;配两组单管打码机,自动送管、印字、分切、套管,同时配有线号管加热装置;配多组压接单元可满足所有端头同时在线,所有端头压接均采用免换模压接,选用伺服压接机,所有压接参数自动切换,且实时监控压接质量;采用三轴机械臂+圆振自动上料端头(无直振),且圆振喷胶处理,避免损伤端子镀层;直插带硬护套端子和90度弯头带硬护套端子

全自动套号码管压端焊接把座机
多规格单/双排把座共机生产,不同把座更换工装生产,人工上下把座;单端套线号管压接端头,单端捻线沾锡套黄腊管焊接把座;单规格把座批量生产,线长、线号、端头、焊接脚位依生产工单而定;导线引脚焊接采用洛铁头加锡的方式,可升级为激光焊接;配套数据转换软件与第三方自动布线软件生成的生产工单无缝连接,可通过内部网络远程派发工单,自动快速转换成生产指令;预留MES接口,可实时抓取设备运行生产数据(如生产总量、运


全自动套号码管压端插壳机
多种(单线径多线色)导线、单种线号管、多种端头、单种或多种连接器(塑壳)同时在线,按生产工单全自动切换生产;配多线自动切换送线机和多轴放线机;配两组单管打码机,可同时适应PVC线号管和热缩管,自动送管、印字、分切、套管,同时配有线号管加热装置;配多组压接单元可满足所有端头同时在线,所有端头压接均采用免换模压接,选用伺服压接机,所有压接参数自动切换,且实时监控压接质量;采用三轴机械臂+圆振自动上料端

光伏线自动下线打端机
光伏线自动下线,A端半剥,B端自动压接插针插套端子;配重型单轴放线机(用于轴装线)或配放线盘(用于小盘线);可选配端子压接压力监测和CCD影像检测;预留MES接口,可实时抓取设备运行生产数据(如生产总量、运行效率、不良率、物料用量、故障停机时间等)。
